Подготовка и окраска металлической ремонтной детали (метод с промежуточным шлифованием)
Если деталь кузова автомобиля получила повреждения, требующие удаления ЛКП и выравнивания металла с последующим нанесением полиэфирных шпатлевок, грунтов и наполнителей, такой метод ремонта называется методом с промежуточным шлифованием.
Видео Подготовка и окраска металлической ремонтной детали (метод с промежуточным шлифованием)
2.1
Очистка детали
Один из наиболее значимых этапов ремонта – очистка поверхности от всевозможных загрязнений. В процессе производства, транспортировки и эксплуатации на поверхности детали может находиться большое количество загрязняющих веществ таких, как силиконы, смолы, соли и т.п. Данная процедура необходима для улучшения адгезионной способности ЛКМ и увеличения срока службы абразивов, т.к. уменьшается забивание рабочей поверхности. Очистка проводится двумя специальными салфетками для очистки, которые хорошо впитывают и удерживают возможные загрязнения. Удаление органических включений (обезжиривание) производится очистителем Profi_Line (арт. 3045907). Во всех случаях средство для очистки напыляется на поверхность специальным диспенсером и равномерно удаляется первой салфеткой для очистки 4CR (арт. 61500500), а затем насухо вытирается второй. Важно не оставлять очиститель испаряться на поверхности детали, т.к. это в дальнейшем может привести к появлению силиконовых кратеров на поверхности ЛКМ.
Видео Очистка детали
2.2
Шлифование поверхности
Прежде чем приступить к выравниванию повреждения при помощи полиэфирной шпатлевки, необходимо удалить ЛКП с поверхности металла. Это позволит избежать возможного возникновения таких дефектов, как отслоение или проседание шпатлевки в более глубокую риску.
Удаление ЛКП и последующая шлифовка металла производится при помощи шлифовальной машинки Rupes с ходом эксцентрика 6мм (арт. RH 356A) и абразивных кругов Betacord Malahit Р80 (арт. 605.0080). При такой шлифовке риска на поверхности металла будет варьироваться в пределах 7-10 микрон – это глубина является необходимой для оптимальной адгезии шпатлевки к поверхности металла и при этом не вызовет усадки шпатлевки в образовавшуюся риску.
Шлифовка должна производиться всей плоскостью оправки шлифовальной машинки, избегая чрезмерного нажима.
Видео Шлифование поверхности
2.3
Нанесение шпатлевки
После того, как поверхность детали будет подготовлена для нанесения шпатлевки (отшлифована и очищена), на участки с неровной поверхностью (вмятины) наносится универсальная полиэфирная шпатлевка Multi new quality (арт. 3418013). Шпатлевка смешивается с необходимым количеством отвердителя (без него шпатлевка просто не высохнет). Количество отвердителя варьируется от 2 до 3% по весу от основной массы шпатлевки (например, на 100 г шпатлевки необходимо 2-3 г отвердителя). Затем шпатлевку необходимо тщательно перемешать при помощи металлических или пластиковых шпателей и нанести на зону ремонта тонкими, равномерными слоями. Время сушки составляет от 15 до 30 минут (в зависимости от температуры детали). При необходимости данную операцию можно повторить.
Видео Нанесение шпатлевки
2.4
Шлифование поверхности
На данном этапе шпатлевка обрабатывается при помощи абразивных материалов, что постепенно приводит к выравниванию (нивелированию) поврежденного участка детали. Существуют различные методы шлифовки. Рассмотрим наиболее эффективные из них.
Классический метод. Применяется стандартная техника шлифовки: Ручным шлифком Betacord (арт. 653.7198) совместно с абразивными полосками Betacord Malahit P80 (арт. 615.0080) и окончательно Р120 или Р180. Важно понимать, что при выборе необходимых градаций следует придерживаться так называемого “правила 100”, когда равномерно снимая слои материала, мы переходим от более глубокой риски к более мелкой. При таком подходе каждый последующий выбор абразива не должен превышать сто единиц (можно меньше). Например, Р80 - Р180(Р120) - Р280(Р220). Перескакивать же более, чем через сто единиц, крайне не рекомендуется (например, Р80 - Р280), т.к. часть глубоких рисок останется на поверхности, что в последующем неизбежно приведет к появлению дефекта “проседания”.
Метод прогрессивной шлифовки. При этом методе применяется последовательная машинная шлифовка абразивными кругами Betacord Р150 и Р240. Основные преимущества, по сравнению с традиционным методом шлифовки, состоят в том, что машинное шлифование в разы эффективнее ручного, а риска, оставленная от абразива Р240, является наиболее подходящей под нанесение грунтов и наполнителей. Также имеет значение и выбор градации. Так, абразив Р150 позволяет эффективнее удалять слои шпатлевки, поскольку, несмотря на меньший размер зерен, их количество на поверхности круга больше (в сравнении с абразивом Р80). Наиболее подходящие повреждения, при которых целесообразно использовать метод прогрессивной шлифовки, - небольшие повреждения на ровных участках кузова (например, вмятины, полученные на парковке, или следы от града), не более Ø50-100 мм. Размер стандартной шлифовальной оправки и абразивного круга – Ø150 мм. Таким образом, края оправки будут в процессе шлифования находиться на неповрежденных участках детали, что позволит нивелировать поверхность точно так же, как и при помощи ручного шлифка.
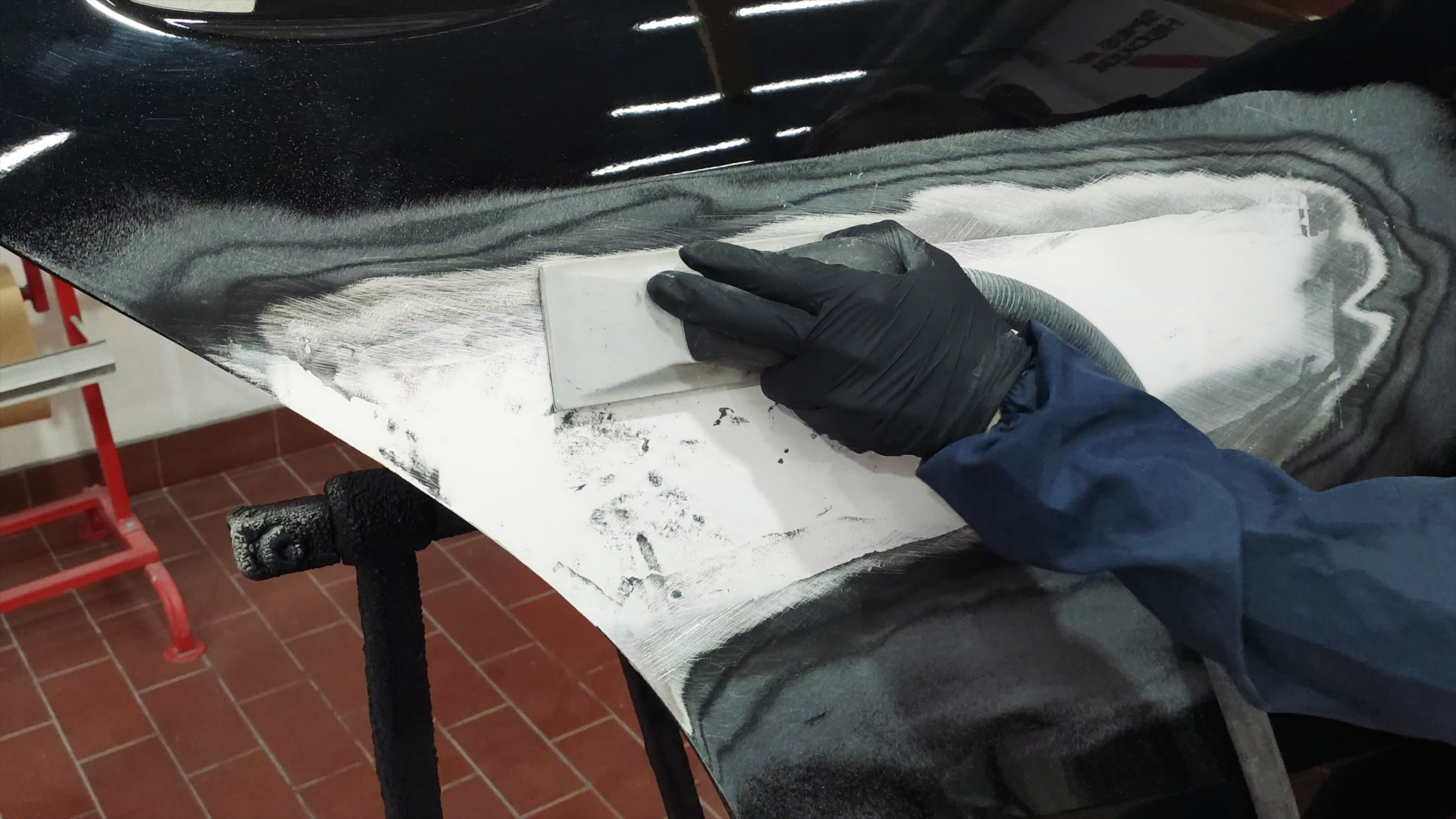
Перед шлифовкой на поверхность ремонтируемого участка необходимо нанести проявочное покрытие, которое представляет собой специальный сухой контрастный порошок и позволяет определять недостаточно обработанные участки. В процессе шлифовки рекомендуется использовать пылеотвод для увеличения ресурса работы абразивного материала и снижения пылеобразования в зоне ремонта.
Поскольку этап полного выравнивания поверхности при помощи шпатлевки наиболее экономически целесообразен (ведь шпатлевка дешевле наполнителя и остальных ЛКМ), этому процессу следует уделять как можно более пристальное внимание. Если после первоначального шлифования остались неровности или поры в шпатлевке, весь процесс следует повторить заново до полного устранения всех дефектов.
После того, как шпатлевка полностью выровнена (абразивами Р80-Р120-Р220 или Р150-Р240), остается обработать границы ремонтной зоны. Для этих целей применяется шлифовальная машинка и абразивные круги Betacord Р220 или Р240. Переход от границы металла к старому ЛКП должен быть шириной не менее 3 см, для того, чтобы наполнитель в дальнейшем не дал резкой усадки.
Зона перехода от наполнителя к старому ЛКП, должна быть обработана абразивом Betacord Р320. После этого поверхность должна быть очищена, а участки, не подлежащие грунтованию, – замаскированы.
Видео Шлифование поверхности
2.5
Нанесение антикоррозионного грунта и наполнителя
Если в зоне ремонта присутствует значительное количество мест, прошлифованных до металла, для максимальной адгезии и защиты от коррозии рекомендуется нанести один слой 2К антикоррозийного грунта Profi_Line (арт.3045945). Приготовление материала: в мерной емкости 4CR (арт. 77007501) материал смешивается с отвердителем Profi_line (арт. 3045946) в пропорции 2:1. Время выдержки до нанесения наполнителя – 15 минут.
Далее на зону ремонта наносится наполнитель Profi_Line 2К универсальный 4:1 (арт.4508004).
Приготовление материала: в мерной емкости 4CR (арт. 77007501) материал смешивается с отвердителем Profi_Line (арт.7102004) в пропорции 4:1. Для придания необходимой вязкости данную смесь можно разбавить универсальным растворителем Profi_Line (арт. 3045905) в количестве до 20% от основного материала. После этого смесь фильтруется и наносится на участок ремонта в 1-2 слоя из окрасочного пистолета SATA 100 1.8 (арт. 145201). Время выдержки между слоями составляет 5 минут при +20°С, до ускоренной сушки – 5 минут при +20°С.
Сушка наполнителя:
- 4-6 часов при +20°С
- 30 минут при +60°С.
Видео Нанесение наполнителя в шлифуемой версии
2.6
Шлифование поверхности
На данном этапе наполнитель обрабатывается при помощи абразивных материалов, что постепенно приводит к выравниванию (нивелированию) ремонтного участка детали.
Для выравнивания поверхности применяется стандартная техника шлифовки: ручным шлифком Betacord (арт. 653.7198) совместно с абразивными полосками Betacord Malahit градации Р320 – для максимального выравнивания поверхности и шлифовальной машинкой Rupes с ходом эксцентрика 3мм (арт. RH 353A) совместно с абразивными кругами Betacord Malahit P400-500 – для понижения риски, оставшейся от ручной шлифовки.
Труднодоступные участки и торцы детали обрабатываются вручную при помощи абразивных губок Betacord Super Fine и Micro Fine (арт. 310.0005 и 310.0004).
Перед шлифовкой на поверхность ремонтируемого участка необходимо нанести проявочное покрытие, которое представляет собой специальный сухой контрастный порошок и позволяет определять недостаточно обработанные участки. В процессе шлифовки рекомендуется использовать пылеотвод для увеличения ресурса работы абразивного материала и снижения пылеобразования в зоне ремонта.
Труднодоступные участки и торцы детали обрабатываются вручную при помощи абразивных губок Betacord Super Fine и Micro Fine (арт. 310.0005 и 310.0004).
Видео Шлифование поверхности
2.7
Очистка детали
Очистка проводится двумя специальными салфетками для очистки, которые хорошо впитывают и удерживают возможные загрязнения. Удаление органических включений (обезжиривание) производится очистителем Profi_Line (арт. 3045907). Во всех случаях средство для очистки напыляется на поверхность специальным диспенсером 4CR (арт. 66001000) и равномерно удаляется первой салфеткой для очистки 4CR (арт. 61500500), а затем насухо вытирается второй. Важно не оставлять очиститель испаряться на поверхности детали, т.к. это в дальнейшем может привести к появлению силиконовых кратеров на поверхности ЛКМ.
После очистки с детали удаляется оставшаяся пыль при помощи липкой пылесборной салфетки 4CR (арт. 62050001).
Видео Очистка детали
2.8
Нанесение базовой краски
На наружную (и, при необходимости, на внутреннюю) поверхность детали наносится базовая краска Profi_Line Color Mix, изготовленная по формуле, заранее выбранной из программы по цветоподбору Color Data. Так же необходимую формулу можно найти на портале для колористов www.infocolor.ru, или разработать самостоятельно.
Приготовление материала: в мерной емкости 4CR (арт. 77007501) материал смешивается с разбавителем для базовой краски (арт. 3045905) в пропорции 100:50-70 (оптимально 65%). После этого смесь фильтруется и наносится в 2-4 слоя из окрасочного пистолета SATA 5000 HVLP 1.3 (арт. 210385). Время выдержки между слоями составляет 5-10 минут при +20°С, до нанесения прозрачного лака – 10-15 минут при +20°С.
Видео Нанесение базовой краски
2.9
Нанесение прозрачного лака
Заключительным этапом окраски является нанесение прозрачного лака. На наружную (и, при необходимости, на внутреннюю) поверхность детали наносится лак Profi_Line UHS (арт.6350003).
Приготовление материала: в мерной емкости 4CR (арт. 77007501) материал смешивается с отвердителем для лака UHS (арт. 7325005) в пропорции 2:1+5-10% растворителя WR Original (арт. 3045905). После этого смесь фильтруется и наносится в 1,5 - 2 слоя из окрасочного пистолета SATA 5000 RP 1.3 (арт. 209643). Время выдержки при 2-х слойном нанесении 5-10 минут при +20°С, до ускоренной сушки 10-15 минут при +20°С
 +7 (495) 988-09-77
+7 (495) 988-09-77
 Если деталь кузова автомобиля получила повреждения, требующие удаления ЛКП и выравнивания металла с последующим нанесением полиэфирных шпатлевок, грунтов и наполнителей, такой метод ремонта называется методом с промежуточным шлифованием.
Если деталь кузова автомобиля получила повреждения, требующие удаления ЛКП и выравнивания металла с последующим нанесением полиэфирных шпатлевок, грунтов и наполнителей, такой метод ремонта называется методом с промежуточным шлифованием.